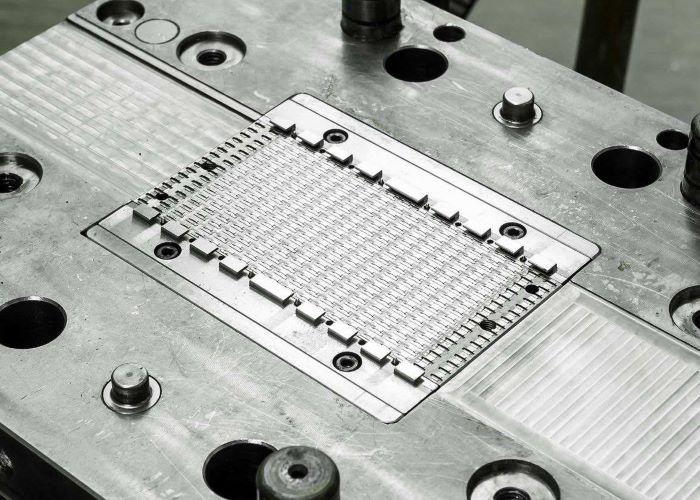
で精密金型製造プロセス、各段階でのプロセスパラメーターの厳格な制御は、カビの精度を確保するために不可欠です。 2部構成のゴム製オイルシール金型の生産を例にとると、コアプロセスフローには、金型の洗浄、半フィニッシュの製品配置、硫化用のカビの閉鎖、製品の排出が含まれます。金型は処理によって製造されます個々のコンポーネントアセンブリの前に、CR12スチールで作られた金型キャビティと、45#スチールを使用した接続プレートを使用します。図面の設計の厳密な順守を超えて、次の4つの重要な精密制御ポイントに特別な注意を払う必要があります。
1つ目は、接着剤フローチャネル処理の最適化です。従来の方法は、多くの場合、チャネルが空洞から遠すぎるか、制御されていない寸法があり、トリミングの難しさを引き起こしました。改良された三角形チャネルは、内側の寸法が製品の外径と正確に一致する「ゼロからゼロ」の設計を採用します。上下の金型によって形成される鋭いエッジは、過剰なフラッシュを自動的にせん断します。このブレークスルーにより、トリミングが約40%単純化され、製品の外観資格率が99.5%に増加します。
2つ目は、アッパー間の革新的なテーパーフィットですカビとコア。従来の手スクレーピングには、80%以上の接触面積が必要ですが、それでもフラッシュを排除できませんでした。新しいソリューションは、5軸の機械加工と組み合わせた女性部品のわずかに小さいテーパー角度を使用し、パーティングラインでゼロクリアランスを維持します。テストでは、これによりFITの精度が0.005mmに向上し、フラッシュを完全に排除し、アセンブリ時間を60%削減します。
3番目は、アップグレードされたコアプレスプロセスです。補助唇の寸法精度のために、熱膨張干渉の適合が採用され、±0.01mm以内の機械加工エラーを制御し、プリロードネジで補完します。実用的な結果は、寸法の安定性が大幅に改善され、コア変位の90%の減少を示しています。
最後に、空洞間の最適化されたフローティング接続。個々の空洞と接続プレート間の0.5-1.0mmクリアランスを正確に制御し、自己潤滑ガイドのメカニズムを実装することにより、カビの傾きと妨害の従来の問題が解決されます。 20,000個のオープンクローズテストの後、3倍の寿命の延長により摩耗が70%減少します。
XP型技術革新は、製品の精度を維持しながら、3部構成の金型を2部構成の構成に成功裏に変換しました。これは達成されます